Global electronics news site I Connect 007 features PRIDE Industries’ Darelyn Pazdel talking about including people with disabilities in the electronics manufacturing workforce.
Electronics Manufacturing
In 1954, the first robotics patent was filed by George Devol, affectionately known as the “grandfather of robotics.” In 1956, together with Joseph Engleberger, Devol founded the first robotics company, Unimation. Five years later, Unimation’s first robot—aptly named Unimate—was installed at a GM plant where it was programmed to retrieve and stack hot die-cast metal pieces, saving human workers from the risk of burns. Soon, Unimation expanded to include industrial robots that could print, weld, and assemble.
Devol’s patent for a programmable robotic arm became the foundation of our modern robotics industry. Today, according to the International Federation of Robotics, there are approximately 3.9 million industrial robots worldwide. Statista estimates that the global robotics industry will hit $43.32 billion in revenue in 2027, compared to just $18.47 billion in 2016.
The Benefits of Industrial Robots in Electronics Manufacturing
Current trends point to electronics manufacturing becoming the largest market for industrial and collaborative robots in the near future.
The demand for industrial robots is rising in many industries, including electronics manufacturing, which currently accounts for 22% of total robot shipments. This is second only to the automotive industry, which accounts for 33%, according to Supplyframe. But while the automotive industry has been the major consumer of industrial robots for a long time, Supplyframe reports that current trends point to electronics manufacturing becoming the largest market for industrial and collaborative robots in the near future. This development is not surprising, as industrial robots offer electronics manufacturers a host of advantages.
Ability to Tackle Complex or Delicate Tasks
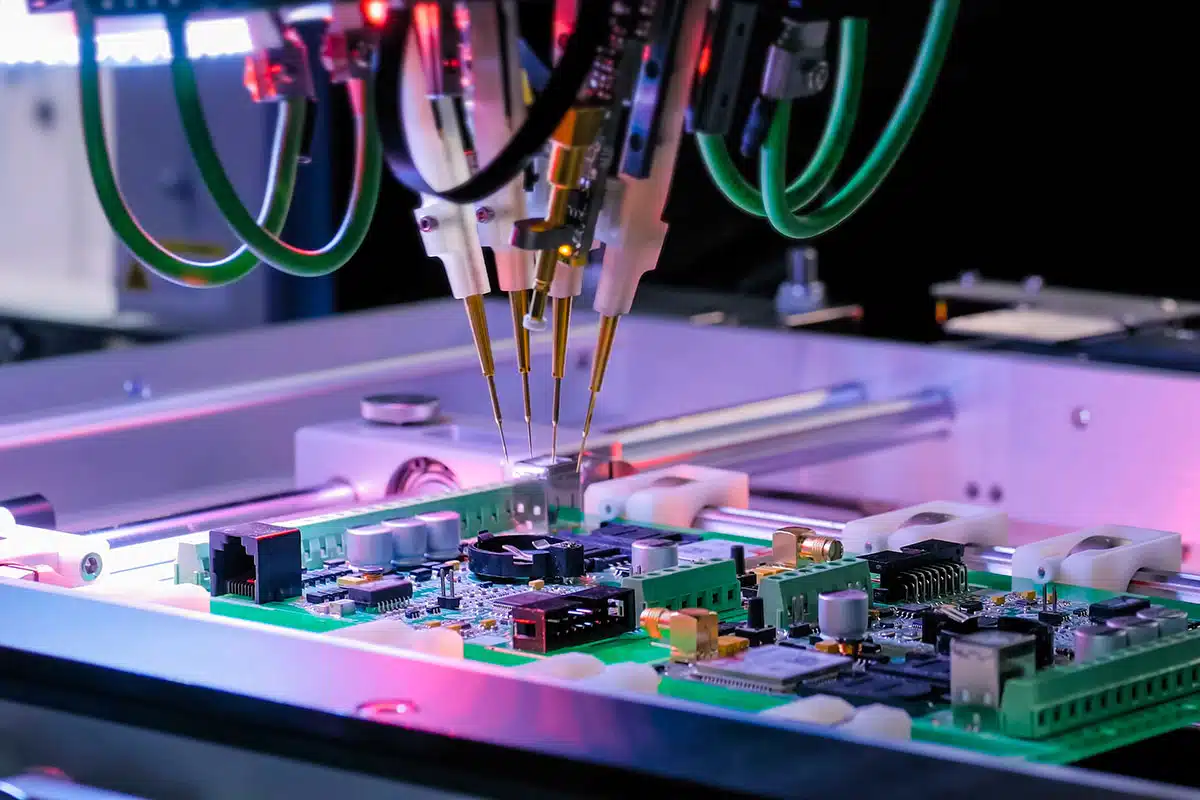
As components and circuits continue to shrink, and component density rises, human technicians are encountering physical limitations. Automated robots, on the other hand, support miniaturization. They can build connectors, subassemblies, display screens, and more—safely handling electronic components of any size. Robots equipped with force and tactile sensors, for example, can place even delicate components precisely and quickly, speeding up the coating and assembly of PCBAs and finished products.
Accuracy and Speed
For the moment, humans are still able to navigate the challenges of miniaturization, component fragility, and task-to-task variability. But they are often no match for robots when it comes to speed in assembly and testing. Humans are also more likely to introduce errors, waste, and inefficiencies. Industrial robots equipped with sophisticated imaging technology and AI software, on the other hand, can efficiently perform both inspection and pick-and-place operations with an extremely low error rate.
Consistency and Dependability
Unlike humans, industrial robots can repeat the same task over and over without getting tired, taking a break, or making a mistake. They can also work beyond an eight-hour shift with no overtime pay required. Industrial robots are also more consistent, able to perform the same function over and over without variation—producing thousands of PCBAs, for example, that are identical.
Flexibility
Modern robots aren’t just more precise than their predecessors—they’re also more adaptable. Today’s robotic arms are flexible and lightweight, and can easily adapt to multiple applications, saving manufacturers both time and space. When product designs change, smart robots don’t require replacing; reprogramming and swapping out a few parts, such as an arm attachment, is often all that’s required.
Workplace Safety
Workers can also benefit from automation, especially when it comes to workplace safety. Electronics manufacturing involves the use of numerous potentially hazardous heavy metals and other materials. Robots can help reduce workers’ exposure to these materials by taking over coating and other tasks that require the use of chemicals. And when it comes to assembling the finished product, robots can also eliminate the need for workers to repeat ergonomically problematic movements.
Cost
Many steps in electronics production—including component fabrication, PCBA assembly, adhesive application, inspections, packing, etc.—are repetitive tasks. This makes them ideal for automation. Using robots to perform these functions doesn’t just save on labor costs; it also reduces the errors that lead to costly manufacturing waste.
Three Trends in Industrial Robotics
Human inefficiencies have a cost. So, an automated solution that can simultaneously improve product quality while lowering overall unit cost is a boon to manufacturers. In many cases, industrial robots provide that solution.
Electronics manufacturers are recognizing these benefits. In a survey of industry leaders by trend-spotting company Exploding Topics, 97% listed improved product quality as a clear benefit. Additionally, 95% mentioned faster production speeds, and 92% cited greater production capacity.
Around the world, companies are embracing automation. In fact, McKinsey & Company reports that many companies will dedicate 25% of their capital spending over the next few years to automated systems, with the goal of improving output quality, efficiency, and uptime. This global trend in robotics adoption is due to the expanding capabilities of today’s industrial robots, which are being fueled by three major technological advances.

Machine Learning and Artificial Intelligence (AI)
Sometimes the terms “AI” and “robotics” are used interchangeably, but they are two different technologies. Robotics is the science of designing and building physical robots to perform automation. AI, on the other hand, focuses on how to create machines and technology that mimic human intellectual capabilities.
The two worlds, however, have a lot of overlap. Some robots now allow users to program them using natural language instead of code. This advance is a big one, as it removes the need for workers with specialized programming skills. And in some cases, the need for humans is even further reduced. It’s possible to build a factory that’s so automated that a human need enter the premises only once every few weeks. Known as “lights-out manufacturing,” this approach to production is nearly fully automatic. For example, FANUC, a Japanese robotics company, operates a factory where robots can run unsupervised for up to 30 days at a time.
Cobots
Have you ever felt like you could use an extra pair of hands to perform a task? A cobot, also known as a collaborative robot, provides that option. Cobots are designed to work alongside humans and are one of the fastest-growing segments of the industry. They are especially useful for small companies that cannot afford or do not want to deploy a fully integrated robotic system.
Mobile Manipulators
Mobile manipulators—also known as “MoMas”—combine the mobility of robotic platforms with the dexterity of manipulator arms. The mobile platform extends the workspace of the arm, while the arm itself offers the necessary functional operations. Using cameras and sensors, these robots can perform maintenance tasks and inspections on equipment.
With their ability to support human workers, MoMas are being used across a large spectrum of industries. For example, in the aerospace and defense sector, they can perform such tasks as aircraft assembly, inspection, and maintenance. Some of their benefits in this sector include the ability to handle delicate components, maneuver in confined spaces, and perform precise operations.
MoMas are also bringing further automation to the car industry. As automotive electronics become increasingly sophisticated, car manufacturers are looking for ways to be more efficient. Mobile manipulators are ideally suited for such tasks as assembly, transport of components, and quality checks. Using this advanced technology, car manufacturers can improve product quality as well as production speed.
Given their myriad applications, and the ongoing labor shortage, it’s no surprise that MoMas are gaining in popularity across these and other industries.
When Not to Use Industrial Robots
While industrial robots bring many benefits, there are situations in which companies would be wise to think twice before investing in this capital-intensive technology. Here are a few caveats to keep in mind.
Cost
While industrial robots can certainly save money in the right situations, just the opposite is true in some cases. Companies, therefore, need to perform their due diligence by conducting a cost-benefit analysis. Humans can be less expensive—and reliable enough to produce a high-quality product. The fact is, installing industrial robots entails a high capital outlay. And in some cases, a cost-benefit analysis will reveal that the return on investment does not justify the expense incurred. In these cases, it’s good to keep in mind that there are other ways to save time and money in electronics manufacturing.
Complexity
A lack of experience with automation can pose a significant hurdle for many companies, especially those that are small or mid-sized. Even if you have the capital to install the system, do you have personnel with the expertise to operate and maintain such a system? While generally enthusiastic, McKinsey found several concerns about the adoption of industrial robots, including how to fit the machines into existing spaces, and the ability of the robots to interface with existing production processes.
Cybersecurity Risks
Stories of cyberattacks, across multiple industries, are plentiful in the news today, leading to widespread concern about automation and the misuse of AI. According to the AIAAIC, the number of AI incidents and controversies recorded in its database is now 26 times greater than it was in 2012. And companies have noticed—McKinsey found that cybersecurity concerns sometimes deter manufacturers from the use of robotics.
Should You Invest in Industrial Robots?
So how does a manufacturer decide whether or not to pursue industrial robots as part of their manufacturing plan? As with so many things, it depends on your company’s unique situation. For some manufacturers, a more hands-on approach will be optimal. Depending on the manufacturing steps, humans may be able to move more efficiently from one task to another than robots that require refitting or reprogramming. If you manufacture a broad range of products, would automating your factory floor require a plethora of specialized robots?
It can take a lot to figure out the right balance between robots and humans. Fortunately, you may not need to decide. One way to keep it simple—and avoid a high capital outlay—is to hire a contract manufacturer who has already figured out how to get the job done in the most efficient and cost-effective way.
Reliable Electronics Manufacturing
Are you looking for a contract manufacturer that you can count on? Our in-house design team, certified engineers, and dependable workforce mean that you can receive all the benefits of automation and skilled labor—without unnecessary capital outlays.
It’s no secret that artificial intelligence (AI) and machine learning are infiltrating the way we do business—as well as our personal lives—in multiple ways. Uber uses AI to forecast the number of ride requests for different locations. Social media platforms customize user content by applying AI algorithms. And manufacturers across a variety of industries are using AI to take predictive maintenance to a new level, analyzing historical and real time data to anticipate failures and repair or replace machinery before something breaks. So it’s no surprise that electronics manufacturers have found yet another use for AI: optimizing electronics packaging.
The global market for AI-facilitated packaging is expected to grow at a compound annual growth rate (CAGR) of 55.2 percent from 2021 to 2026, according to Global Market Estimates, a market research and consulting company. This rapid increase in the use of AI to optimize packaging is no surprise, as improved packaging offers many benefits, from better product protection to improved brand positioning.
Because electronic devices tend to be fragile and prone to damage during transit, AI can be especially useful in optimizing their packaging.
Important Considerations in Electronics Packaging
Because electronic devices tend to be fragile and prone to damage during transit, packaging must be optimized for specific products. So how does an electronics manufacturer choose the best packaging? Opting for the cheapest solution doesn’t always save money in the long run. Manufacturers have many factors to balance and questions to consider, including:
- How well will the packaging protect the product?
- Does stronger packaging justify a heavier weight and higher shipping costs?
- Is there an acceptable level of returns for damaged products? If so, what is it?
- What is the optimal balance between packaging price and performance?
In addition to the questions above, manufacturers need to think about customer perceptions, as people are becoming more concerned about packaging pollution. In a 2020 survey, McKinsey & Company found that 60 to 70 percent of consumers said they would pay more for sustainable packaging. AI can be used to analyze vast stores of internal and public data to optimize packaging so that it meets electronics manufacturers’ requirements for quality, safety, and sustainability, allowing them to quickly find the right balance between cost and effectiveness.
3 Ways AI is Improving Electronics Packaging
Successful electronics manufacturers are constantly evaluating new technologies and seeking ways to improve production. Across the nation, these savvy manufacturers are leveraging AI and machine learning to optimize their product packaging in three critical areas.
Design
AI can help companies optimize electronics packaging by analyzing data such as product type, weight, and fragility. It can also factor in other considerations such as company sustainability goals and shipping distance. AI can even be used to incorporate packaging considerations into the product design phase, helping engineers configure a product that costs less to ship and is more resilient in transit, resulting in fewer returns.
AI algorithms are now being used to customize packaging for a broad range of products. A TV, for example, may require a box with thicker corners for better edge protection. Other electronics packaging considerations include protection from falls, extreme temperature, vibration, humidity, sunlight, contamination, and water. To minimize vibration, containers sometimes include internal locking mechanisms. And to make product inspection easier, clear locking containers—such as those manufactured by U.S.-based Clamtainer—allow final inspection of a component without disturbing the packaging.
AI can also be used to determine the ideal packaging material for a particular product. This is especially important given the range of new materials available, which are far more diverse than traditional cardboard and polystyrene packing peanuts. Mushroom packaging, for example, is made from an organic material that’s literally grown to a precisely programmed shape using a process that takes just seven days. Other novel materials include bamboo, cornstarch, and seaweed—sustainable substances that win kudos from the general public, enhance a manufacturer’s reputation among consumers, and can even cost less than traditional packaging.
Another way that AI is impacting package design is by using 3D prototypes to speed up the time it takes to determine the optimal packaging for any given product. In the same way that 3D prototyping is used to test product designs, packaging options for the finished product can be tested and quickly modified using AI models and 3D printing technology—without the expense or time of producing the actual electronics packaging.

Sustainability
Optimizing a product’s packaging should be part of any initial product design, especially if sustainability is important to your company—the European Commission estimates that more than 80 percent of all product-related environmental impacts are determined during the design phase. However, leveraging AI for sustainability goes beyond design. It can also help reduce waste, decrease shipment damage, and lower shipping costs. Amazon has been using an AI model that learns from real-world customer complaint data to accomplish these goals. Applying their machine learning model to hundreds of thousands of packages, they have been able to reduce waste, cut shipment damage by 24 percent, and reduce shipping costs by five percent.
AI can also help manufacturers design packaging with recycling in mind. This not only helps companies meet their environmental, social, and governance (ESG) objectives, it’s also becoming an essential objective now that more and more local governments are enacting extended producer responsibility (EPR) regulations. For example, California passed a law in 2022 that imposes new regulations and fees on manufacturers of single-use plastic packaging. Other states—including Maine, Oregon, and Colorado—have also passed strict EPR laws. And while many of these regulations primarily affect the makers of plastic forks, straws, and bags, they are expanding to include packaging for all kinds of products.
Supply Chain Management

AI can also help in supply chain management, from production inspection to shipping improvements, enhancing or even replacing human efforts. Unlike a person, AI never gets bored or distracted—it doesn’t miss product defects. And unlike human brains, which have a tendency to fill in missing data and thus see things that aren’t there, an AI “brain” lacks this imagination, and so more accurately detects a product’s true state.
AI can even improve on the traditional “machine vision” technologies that are used for inspections. Many current visual inspection technologies are capable of spotting variations from a programmed standard, but can’t determine if the variation is acceptable. For example, in the case of date labeling on a package, if a date is in a different font, many current inspection systems will reject it as an error. Harry Norman, founder of OAL, a British automation and robotics company, likens traditional machine vision to having vision without a brain. Incorporating AI into the system gives the machine a “brain,” one that can be trained to account for variation. For example, a date stamp with a tilted “2” that would have been rejected in the past with traditional visual inspection technology can now be recognized as acceptable.
Yet another way AI is strengthening the supply chain is by streamlining the shipping process. Manufacturers now have access to data-driven shipping automation platforms that include packing algorithms. According to ShipHawk, a U.S.-based provider of automated shipping solutions, companies can lower shipping-related costs by more than 20 percent with data-driven shipping. Machine learning algorithms can also be used to assign packages unique RFID tags so that products can be easily tracked throughout the entire supply chain.
Don’t Set It and Forget It
Keep in mind that AI is only as good as those who design, program, and monitor the technology. So be cautious about taking a hands-off approach. But with the right oversight, AI can transform electronics packaging. The technology’s ability to improve design, enable the use of novel materials, and make recycling easier means that manufacturers will undoubtedly continue to use AI to optimize their product packaging for years to come.
Kitting and Fulfillment Services with a Positive Social Impact
PRIDE Industries offers comprehensive packaging and fulfillment services that incorporate sustainability practices tailored to each customer’s needs. Our flexible approach, backed by a dependable and inclusive workforce, gives our customers both reliable service and a unique social marketing advantage.
When the original Star Trek series launched in 1966, Captain James T. Kirk was pressing buttons on his command chair as Mr. Spock turned dials at his science station. Just 20 years later, when Star Trek: The Next Generation aired, all those buttons and dials had been replaced with computer screens. Today, real planes are undergoing a similar evolution, and this increasing digitalization is just one of several game-changing developments in aerospace manufacturing.
According to McKinsey & Company, original equipment manufacturers (OEMs) in the aerospace industry are facing unprecedented uncertainty and challenges. Some of those include talent shortages, inflation, and supply chain worries. Yet despite these hurdles, inroads are being made. Read on to discover six trends moving the industry forward.
Additive Manufacturing
The aerospace industry is being transformed by additive manufacturing, also known as 3D printing. This new technology offers multiple benefits for aerospace manufacturing.
Rapid Prototyping
Using additive manufacturing, aerospace companies are able to take advantage of rapid prototyping—quickly fabricating a prototype to aid designers in visualizing, redesigning, and developing a part or component before mass production. Rapid prototyping reduces material waste while enhancing design options.
There is a continuous effort to miniaturize electronic components in order to make them both lighter and more compact, without compromising performance. This trend is crucial for aerospace applications since weight is a critical factor.
New Materials
Additive manufacturing increases material options. New additive manufacturing methods, such as fused deposition modeling (FDM) and electron beam melting (EBM), enable the rapid fabrication of complex geometries, making it easier to use novel materials.
Lightweight components
By increasing the range of material options, additive manufacturing makes it easier to create lightweight components, fulfilling a crucial need in the aerospace industry for improved fuel efficiency, which saves money and reduces carbon emissions.
Lower Production Costs
In addition to the above benefits, additive manufacturing increases a manufacturer’s bottom line by reducing the time from design to production, minimizing waste, and streamlining aerospace supply chains.
Smart and Connected Systems
The integration of smart systems is becoming more prevalent in aerospace manufacturing. Smart and connected systems can enhance maintenance procedures and overall operational efficiency. This evolution involves incorporating sensors, Internet of Things (IoT) devices, and data analytics to monitor and optimize the performance of aircraft systems.
Internet of Things
Manufacturers are designing sensors and software that take advantage of the Internet of Things, making aircraft safer and more efficient by allowing aerospace companies to monitor and control systems and equipment in real time. For example, IoT devices can recognize potential safety issues before they become a reality and take proactive steps to remedy them. Another way these devices increase safety is by remotely monitoring hangars, reducing the risk of airplane tampering and improving on-ground security.
Big Data Analytics
Airplanes have long had numerous sensors to collect data in flight—such as speed, altitude, stability, and more. This data not only influences the plane’s operation, it can also trigger calls for maintenance once the aircraft is on the ground. Yet, traditionally, maintenance crews have taken a reactive approach to airplane maintenance. Now, the ability to quickly analyze large amounts of raw data makes it possible to discover even more nuanced patterns and trends, enabling ground crews to engage in predictive maintenance.

The large volume of raw data that can now be analyzed enables more precise monitoring of various parts and systems, so that any needed equipment replacements or upgrades can be made long before a failure occurs. This proactive approach to plane operation and maintenance reduces the time that planes are grounded, saving money and improving aircraft functionality. Of course, this increased connectivity comes with inherent cybersecurity risks to flight data and avionics systems. But companies are addressing these vulnerabilities with advanced encryption protocols and intrusion detection systems specifically tailored for aerospace applications.
Advanced Materials
An aerospace manufacturer faces many challenges unique to the industry: weight constraints for each component, demand for materials that can withstand high stress and temperature variations, and the need to avoid corrosion. For these reasons, engineers are constantly seeking novel materials that can meet these challenges, and they’re finding success with advanced materials like fiber-reinforced polymers and ceramic matrix composites. Compared to traditional metals, these new materials offer a superior strength-to-weight ratio and better corrosion resistance, enabling designers to reduce overall aircraft weight and improve fuel efficiency—all while increasing durability and maintaining structural integrity under stressful conditions.
When manufacturing space vehicles, materials challenges increase. For example, cosmic radiation can significantly influence electronics in space, which makes shielding a priority. Materials must also withstand the extreme cold of space and—on the other hand—the high heat and stress of atmosphere re-entry, while meeting the demand for high vehicle longevity. As with the aviation industry, manufacturers of space vehicles are turning to composite materials for solutions. For example, manufacturers are making electronics resistant to radiation by using field-effect transistors that incorporate carbon nanotubes as channel material, along with an ion gel as gate material.
Miniaturization of Electronics
There is a continuous effort to miniaturize electronic components in order to make them both lighter and more compact, without compromising performance. This trend is crucial for aerospace applications since weight is a critical factor in aerospace manufacturing. Manufacturers have developed miniaturized components for navigation, guidance and communication systems, cockpit displays, propulsion systems, and more.
This miniaturization is made possible by the new generation of high-performance microprocessors, which receive input from various sensors and navigational aids and then use that input to perform complex, real-time calculations to control the aircraft’s subsystems. Miniaturized ICs, for example, are enabling the replacement of traditional analog gauges with digital displays on high-resolution screens. These new display systems, which are collectively referred to as a glass cockpit, allow pilots to easily view real-time data, which in turn enables them to make better decisions.
Miniaturization is also affecting electromechanical systems. Sensors, actuators, and other machines are shrinking, even as they become more sensitive. Due to better sensing capabilities, these systems have higher accuracy—new accelerometers are bringing even greater precision to navigation controls, and temperature sensors are making air conditioning units more efficient. And with fewer moving parts, these systems are also more reliable.

Miniaturized components are introducing improvement across the industry. In aviation, airplanes are more efficient and safer thanks to these devices. In space, these devices are enabling the building of smaller, more affordable satellites and other space vehicles. And, in the military realm, these components are improving situational awareness, weapons systems, and communications.
Sustainability
Making the aerospace industry more sustainable requires a multi-pronged approach.
Electrification
Carmakers aren’t the only manufacturers who recognize the advantages of electrification. The aerospace industry is also taking notice. Emerging airplane designs replace conventional hydraulic, mechanical, and pneumatic systems with electric counterparts. For example, the Boeing 787 has already adopted electrified environmental control and wing anti-icing systems.
Going a step further, planes that are fully electric could provide a sustainable solution for the planet. According to a study by the University of Nottingham, conventional aviation powered by fossil fuels is responsible for 12 percent of the carbon dioxide emissions from all transport services. Electric planes, on the other hand, produce emissions that are near zero.
And carbon emissions aren’t the only pollution eliminated by electrification. Fully electric planes have the potential to significantly reduce noise pollution as well. The longtime concern of living too near an airport could become a worry of the past if electric planes take over. Additionally, with fewer moving parts, electric planes would be subject to less wear and tear, reducing the amount of landfill waste from expired parts.
Sustainable aviation fuel
In 2023, after five days of U.N.-led talks in Dubai, 100 countries agreed that by 2030 aviation fuel should be five percent less carbon intensive. One approach to address this goal is sustainable aviation fuel (SAF), a fuel made from non-petroleum feedstocks. According to the U.S. Department of Energy, this fuel is already being used in 46 different airports, mostly in Europe and the United States.
Improved Electronics
Perhaps the most effective way to make air travel less carbon intensive is to reduce weight and improve efficiency, and here electronics have a big role to play. For example, the miniaturization of components is allowing engineers to build smaller and lighter devices. This is a crucial development, as every ounce on a plane adds up: Did you know that every laptop on a flight costs the airline 33 cents? Furthermore, these new electronic systems also enable more precise navigation and route planning, enabling pilots to fly more efficiently and so reduce fuel waste.
New Training Methods for Aerospace Manufacturing Talent
Mechanics, aerospace engineers, and technicians are crucial to the aerospace industry, and workers for these jobs are in demand. A report from AAR Corporation forecasts that the global aviation market will need 34,500 new mechanics annually, and the U.S. Bureau of Labor Statistics says that the job outlook for aerospace engineers will grow by six percent in a decade (compared to the three percent average across all occupations).
Training all these new workers requires thinking outside the box. This is why some companies are beginning to use immersive technologies like virtual reality (VR) and augmented reality (AR) to enhance aerospace training using life-like scenarios. Likewise, savvy employers are thinking outside the box when it comes to recruiting. Companies that take a broad approach to hiring—for example, pulling from underutilized talent pools such as people with disabilities—have a greater chance of filling essential positions.
Meeting Challenges Through Technology
The aerospace industry is experiencing significant changes. Sustainability challenges, talent shortages, and new consumer demands will make tomorrow’s aerospace landscape look and operate very differently from today’s. Fortunately, solutions ranging from additive manufacturing to augmented reality are available to meet these challenges head on. With innovation, determination, and outside-the-box thinking, the future of the aerospace industry looks bright.
An Aerospace Manufacturing Partner You Can Rely On
Are you looking for a contract manufacturer who offers secure, state-of-the-art design and manufacturing services? At PRIDE Industries, our award-winning services and stringent quality control have made us a trusted manufacturing partner for more than two decades. Find out what we can do for you.
The humble cable harness is an unsung hero of electronics products, quietly doing its work to keep wires connected to power sources and linking components to ensure smooth, reliable, continuous operation. Cable harnesses organize and streamline wires within products and are critical to long-term performance. Cable harnesses may seem simple, but as products become more sophisticated and components continue to shrink in size, they are becoming more complex, able to work in challenging environments that require corresponding sophistication in design and assembly.
Benefits of Cable Harnesses
Cable harnesses are common in electronics products because of their many benefits. Well-designed and manufactured harnesses improve product production and performance in the following ways:
Choosing a strong cable harness manufacturer is critical to overall product quality and performance. Here's what to look for.
- Decrease cost compared to manually installing wires one at a time.
- Reduce installation time for projects involving extensive networks of wiring or cabling.
- Improve the organization of cables, making identifying and maintaining connections easier.
- Protect conductors from the elements outdoors or from chemical and moisture exposure indoors.
- Reduce strain and stress on connections by supporting the weight of cables.
- Improve safety by minimizing the risk of shorts or electrical fires.
- Decrease installation and maintenance time by minimizing the number of connections and organizing components in a logical configuration.
Simple design principles amplify the benefits of wire harnesses. Sheaths protect wires against abrasion or exposure to hazards, minimizing the risk of failure. Connectors, clips, lacing, and other organizational elements reduce the space that wiring needs and ensure that technicians can easily locate components when needed.
Given the important role the cable harness plays in electronics devices, choosing a strong cable harness manufacturer is critical to product quality and performance. Here’s what to look for in a manufacturing partner.
Cable Harness Manufacturing Experience
No surprise here. The best cable harness manufacturers are usually the most experienced. While that may seem obvious, not all experiences are equal. For example, different industries have different safety and compliance requirements. Cable harnesses in the medical device industry must use approved components (wires, cables, interconnects, terminals, etc.) and meet high quality and performance standards. The automotive industry has its own material requirements for harnesses, due to high-temperature engine applications and the presence of corrosive gases and liquids, vibration, and exposure to outdoor elements like rain and snow. So make sure that your cable harness manufacturer has experience and a strong track record in your industry.

Cable Harness Manufacturing Certifications
Close behind experience comes certifications as an important consideration for selecting a cable harness manufacturer. Manufacturers must comply with the markets’ regulations and demonstrate a track record of creating products that pass industry testing labs. You should expect your manufacturer to have the necessary certifications for producing the type of cable harness you need. These include:
- IPC: IPC is a trade association and standards body for electronic equipment and assemblies’ production requirements. IPC/WHMA-A-620 is the international standard for best practices and requirements for manufacturing cable harness.
- ISO 9001: This is the international standard for a quality management system (QMS) in multiple industries, including cable harness.
- UL/CUL: Underwriters Laboratories (UL/CUL in Canada) verify that products comply with safety standards for the United States and Canada, respectively. UL/CUL is the largest and oldest independent testing lab in the U.S. and its certifications are recognized by OSHA.
- ETL: The Electrical Testing Lab (ETL) is another private lab recognized by OSHA that ensures products meet quality, health, environmental, safety, and social accountability standards.
- ISO 13485: ISO 13485 is the international standard for quality requirements for medical device manufacturing.
- TL9000-H 6.0/5.0: This is the quality management system for the telecommunications industry.
- AS9100 REV D: The quality management system for aerospace manufacturing products.
- ITAR: For aerospace and defense products, the International Traffic in Arms Regulations (ITAR) control the sale, manufacture, and distribution of defense and space-related services and materials on the United States Munitions List (USML).
- RoHS: The Restriction of Hazardous Substances Directive (RoHS 1) guides the restriction of hazardous substances in electrical and electronic equipment in the European Union.
IPC/WHMA-A-620 is the most widely recognized standard for cable harness manufacturing and the most important certification for a manufacturer. Adhering to this standard ensures product quality, reliability, and consistency.
Cable Harness Components
While a cable harness may look like little more than a bundle of wires, it is, in fact, an intricate system of components—a subsystem within electronics products. Key components include:
- Wires: Also called conductors, wires (usually copper) transit electrical signals and power. The choice of wire gauge, insulation material, and strand count can significantly impact the harness’s performance and flexibility.
- Connectors: Fasteners that simplify the connection between wires and other components, acting like plugs to ensure secure connections.
- Terminals: Metal components attached to the end of the wires that link to connectors to complete the connection.
- Sleeving: Coatings protect wires from external elements, abrasions, and other potential damages.
- Ties and Clamps: Straps that organize and support the wires within the device to reduce strain and facilitate maintenance when needed.
- Ferrules: Tubes crimped over stranded wires to secure the strands within a screw terminal.
Cable Harness Wire Connections
Cable and harness assembly typically requires connecting different wires to enable electrical current to travel through the connection. The most common methods of connecting wires are soldering and crimping. Both processes help create secure connections for cables, and they produce long-lasting and high-performing cable connections.
Crimping
Crimping is the process of installing connectors on the ends of cables using a crimping tool, and involves stripping, cutting, and crimping terminals on either side of the wires. Whether manual or automated, proper wire crimping requires specialized tools and materials and must follow certain steps. High-quality crimps form gas-tight joints, which result from compressing specially designed splice bands or crimp terminals with cables and wires. Gas-tight connections prevent corrosion from moisture and oxygen.
Terminal crimping reshapes the strands in a wire to form a low-resistance electrical connection. The connections must be strong, with a single joint that has no breaks or segments, and the crimp must meet the height and width specifications established by the terminal manufacturer. It is important to avoid overly tight connections, as this can reduce the cross-section of the wire.
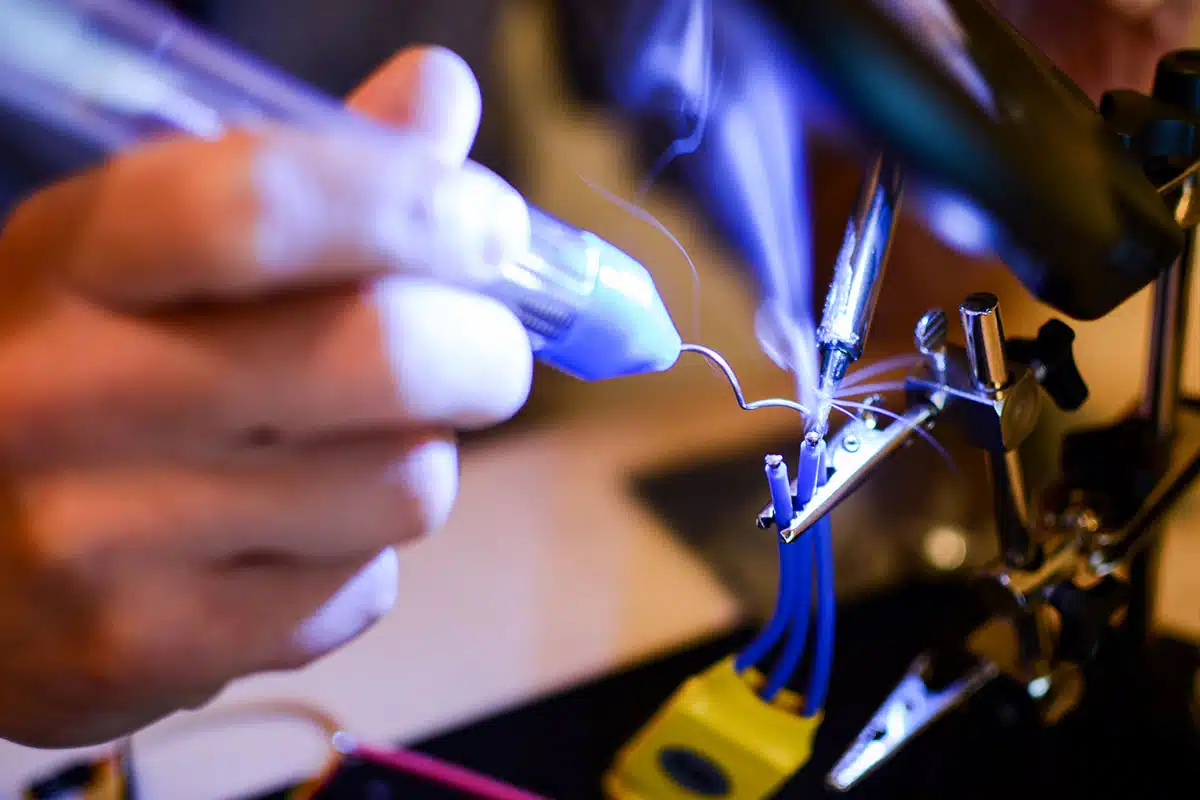
Soldering
Soldering is a traditional wire termination method and can be more cost-effective than crimping. With this method, alloys of tin, silver, or lead are heated and used to create durable joints that connect contacts to wire conductors. Soldering is commonly used in applications that require dependable power and signal connections.
While soldering offers certain benefits such as affordability, some disadvantages of soldering include:
- Risk of heat-related damage in the connector, contacts, and cables
- Risk of compromised connections due to vibration and corrosion
- More time consuming than crimping
Cable Harness Manufacturing Design
Make sure the manufacturer you choose has an experienced engineering and production team capable of producing cable harnesses that meet design specifications and maintain high-quality standards. For example, one of your first decisions is whether to use automated or manual cable harness assembly. You can automate some steps in cable harness manufacturing, but manual production remains common. Automation is used more often when manufacturing at high volumes and using standard connections. However, complicated or non-standard connections can be produced more cost effectively by hand. Knowing your electronics manufacturer has the tools, know-how, and flexibility to design and produce the right cable harnesses for your device is critical to the success of your product.
Cable Harness Materials
The specific material used in a harness largely depends on its surrounding environment. If the wires are in an environment where moisture is present, for example, the harness should be of a material that is water resistant, such as polyethylene. Cables exposed to vibration or movement that might cause abrasion should be enclosed in a harness with a heat-shrink coating to minimize the effects of chafing. Some of the most common cable harness materials include:
- Polyvinyl Chloride (PVC): PVC is a popular choice for low and medium-voltage wires and is common on indoor telecommunication cables due to its resistance to heat and moisture.
- Fluorinated Ethylene-Propylene (FEP): FEP is tough and weather resistant, yet flexible. It’s also heat resistant, has dielectric properties, and is chemically inert.
- Polyethylene: Polyethylene is lightweight, chemically inert, and ideal for high voltages. Polyethylene is available in different densities and has dielectric properties.
- Nylon: Nylon is a popular choice because it resists weather elements, moisture, abrasion, and chemical reactions.
- Thermoplastic rubber: A rubber material that stretches easily and returns to its previous state after stretching. It is also usable in high temperatures and resists damage from weather, chemicals, and aging.
There are many more options. Your manufacturer should be knowledgeable about cable harness materials and guide you to the right one for your application.
Cable Harness Supply Chain
Supply chain concerns impact every aspect of electronics manufacturing, including cable harness manufacturing. Make sure your cable harness manufacturer has access to the parts you need. Verify delivery times and costs. Check to see if they have multiple sources in multiple geographies to hedge against political, social, or climate disruptions. Supply chain management is another area where a design team can add value. Design engineers can propose alternative parts that are more widely available, cost less, or are less at risk of supply chain disruptions.
Cable Harness Testing
Bundling and connecting cables in harnesses creates multiple points of potential failure, making testing and inspecting finished products crucial to ensure consistent, reliable performance. Your cable harness manufacturer should have a robust testing and quality control process in place that includes:
- Incoming material inspection: Make sure all materials received are in good condition. Defects to look for include:
- Damaged insulation
- Incorrect cable sizes
- Corrosion
- Moisture
- Design testing: Ensure that the components in the harness assembly are suitable for the harness design.
- Label verification: Check that the cables are properly labeled to avoid incorrect connections.
- Hipot testing: Verify a cable’s ability to withstand high voltages.
- Voltage Standing Wave Ratio (VSWR) testing: For RF and coaxial assemblies, check that radio frequencies don’t change when passing through the assembly.
- Continuity testing: Test for circuit opens and shorts to ensure end-to-end signal integrity.
- Resistance testing: Make sure resistance remains in acceptable ranges.
Critical Role of the Cable Harness
Cable harness assemblies are critical to electronics manufacturing. They are the vital conduits for electrical signal and power transmission and are integral to the functionality of every electronics product, from simple transistor radios to sophisticated spacecraft. The stability and reliability of wire connections keep products operating and safe. In short, electronic products are only as good as the performance of their components and the cables that connect those components.
Harness Excellence in Electronics Manufacturing
PRIDE Industries has years of experience in electronics manufacturing and cable and harness assembly across multiple industries. We have in-house engineers who can advise when certain crimp terminals would be better done manually due to the intricacy of the terminal or production volume. With a large library of manual and automated tools and customizable facilities, we can offer versatility and cost savings for prototyping and low-volume requirements. And because we set our standards high with IPC inspections and ISO certifications for quality control, you can rely on us to get your product right.
When you think of a car, you may picture the chassis, the wheels, the headlights, the steering wheel, and more. Perhaps you see a busy mechanic, wrench in hand, under the hood. However, your vision of the industry is likely to undergo a considerable change in the next decade. The automobile industry is experiencing a dramatic shift as the integration of more sophisticated automotive electronics and software picks up speed. There is now even a term—software-defined vehicle (SDV)—to describe a car in which software significantly impacts a user’s experience.
Software and automotive electronics systems are impacting new cars in multiple areas: navigation, power management, and infotainment. Even recalls are different for SDVs. For example, Tesla’s recent mass recall would traditionally have required in-shop visits for two million cars—causing a great inconvenience for Tesla owners and costing the company billions of dollars. In this case, however, owners never needed to visit a shop; an over-the-air software update was all that was required. And software updates go beyond recalls. With SDVs, car manufacturers can fix motor issues, software bugs, and even add new features without requiring a visit to the mechanic.
Software and automotive electronics systems are impacting new cars in multiple areas: navigation, power management, and infotainment.
Six Trends in Automotive Electronics
Automated recalls are just one convenience made possible by more sophisticated automotive electronics. Read on to discover how advanced technologies are reshaping the car to meet consumer demands for greater control, ease of use, and safety.
Connectivity:
Utilizing advanced connectivity, next-generation cars can update features over the air as well as provide drivers with real-time information to make in-the-moment decisions. One advanced connectivity feature is Vehicle-to-Everything (V2X) technology, which leverages high-bandwidth, low-latency connectivity such as 5G. With V2X, there is a constant, two-way information flow between a car and its surroundings. The car can even share information from its sensors, cameras, and internal systems with other vehicles, nearby pedestrians, road infrastructure, and smart city systems. The benefits of this connectivity include optimizing energy use and improving road safety. V2X technology also adds to driver convenience, enabling drivers to pay automatically for parking and tap into other driver services.
Human Machine Interface/Augmented Reality:
Augmented reality (AR) is an overlay of digital information onto the real world. In the case of automotive electronics, AR uses a dashboard-mounted camera to obtain images of the road ahead, then projects digital information—such as speed, navigation, fuel levels, and other important data—where the driver can easily view it without looking away from the road. These AR software systems are also customizable. If, for example, a driver prefers to see real-time traffic updates and navigation in AR but use traditional gauges for the speedometer and fuel usage, the system can easily accommodate those preferences.
Advanced Driver-Assistance Systems (ADAS):
Cruise control is no longer enough for consumers. They are demanding adaptive cruise control, an advanced driver-assistance system that can automatically adjust speed to make sure a car maintains a safe distance behind another vehicle. Some other ADAS systems include lane departure warning, adaptive light control, automatic emergency braking, blind spot detection, driver drowsiness detection, and tire pressure monitoring.

In-Cabin Artificial Intelligence and Machine Learning:
In a step beyond ADAS, artificial intelligence is allowing new and upcoming car models to provide drivers with advanced monitoring, predictive maintenance, and personalized in-car experiences. More significantly, advances in AI are playing a crucial role in the evolution and increasing adoption of driverless vehicles.
Sustainability:
A Gartner study predicts that more than half of all vehicle models will be electric by 2030. The increasing popularity of these cars is due in part to consumer demand for more sustainable transportation. According to the EPA, electric vehicles have a smaller carbon footprint than their gasoline counterparts, even when accounting for the electricity required for charging, the mining of minerals for batteries, battery production, and battery recycling. Integrated microcontrollers (read more below) in next-generation cars can provide efficient power management in electric and hybrid vehicles—extending vehicle range and further reducing environmental impact.
Cybersecurity:
Progress almost always includes risks, and the advancements in automotive electronics are no exception. Since a software-defined vehicle can be accessed remotely, it is subject to the same malware attacks that have been common in corporate networks and with personal devices. Fortunately, according to Blackberry, there have been no publicized incidents of cyberattacks occurring outside of a controlled experiment. But as with other industries, cybersecurity remains a concern. A moving car suddenly losing its driving functionality—or worse, being controlled by someone other than the driver—is a catastrophic scenario that cannot be ignored. This is why car manufacturers are developing new anti-hacking protocols. Get ready for biometric access and multifactor authentication in future car models.
Two Technologies Behind Automotive Electronics
The trends above are made possible because of recent advances in both hardware and software technologies. And for cars, the two most significant advances are in the areas of printed electronics and microcontrollers.
Microcontrollers:
Microcontrollers—compact integrated circuits comprised of a processor, memory, and input/output peripherals—are found in many automotive parts and are essential to developing smarter, safer, and more connected vehicles. They perform various functions, often in real-time, such as braking, engine management, airbag control, power window operation, and infotainment tasks. The car industry has become a major user of these devices. According to Allied Market Research, a global provider of market intelligence, the automotive segment currently represents 25% of global microcontroller industry revenue. And this trend is expected to continue, driven by consumer demand for cars with increased comfort, safety, and entertainment options.
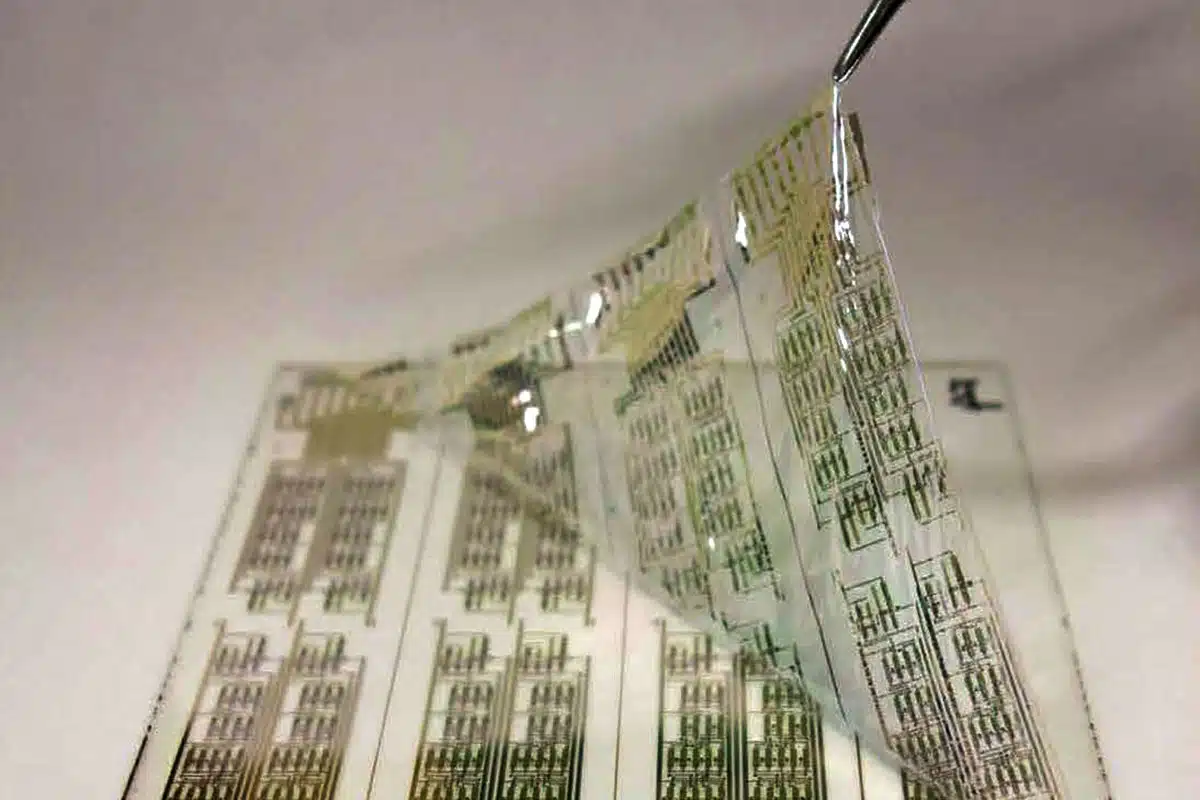
Flexible Electronics:
The advent of plastic and organic semiconductors has ushered in an era of thin, flexible electronic components. This new technology, combined with innovative designs that incorporate origami principles, is allowing car makers to offer more streamlined, driver-responsive interiors. And because flexible electronic components are also more cost-efficient, car manufacturers are now able to offer drivers greater convenience and improved aesthetics at a lower cost, which is why manufacturers like BMW are using this technology to reshape the car dashboard, integrating curved displays that unobtrusively provide essential information and control.
The Future of Automotive Electronics
More and more, real-time automotive solutions are powered by software, saving car manufacturers both time and money while making vehicles more driver responsive. By further decoupling hardware and software functionalities, manufacturers will be able to make cars that are more hack-proof and easily controllable. They will be able to scale and adapt automotive electronics systems to improve safety, increase functionality, and release features faster to consumers. Today your image of a tech company may be limited to Microsoft or Apple. But with the self-driving vehicle, IBM predicts automotive OEMs will become software companies. Buckle up!
Automotive Electronics Design and Manufacturing Services
Our flexible, customized electronics manufacturing is supported by highly skilled engineers and driven by a commitment to quality and exceptional customer service. From streamlining product designs for greater efficiency, to high-precision manufacturing, to end-of-life product management, our team can help you get the most from your product’s lifecycle—whether you’re building a Class II medical device or a next-generation automotive component.
- « Go to Previous Page
- Page 1
- Page 2
- Page 3
- Page 4
- Interim pages omitted …
- Page 10
- Go to Next Page »